testing

Evaluating a Chemical Fume Hood for Containment of Solids, Liquids, and Vapors Using ASHRAE 110, HAM, and ISPE Methods
Allan Goodman, Ph.D., Flow SciencesRobert Haugen, Ph.D., Flow Sciences Abstract: Flow Sciences has more than three decades of experience in designing, manufacturing and testing powder containment devices, predominantly for the pharmaceutical industry. These enclosures have evolved from small balance containment devices connected to remote blowers, to a variety of custom and standard products. This increased …

Summary, Containment Testing of Saf T Flow Chemical Fume Hoods
Over a period of time ranging from 11/6/2013 onward, the range of standard Saf T Flow Fume Hoods shown below were tested by Flow Sciences using the ASHRAE 110-1995 methodology. Details of the individual tests are available separately from Flow Sciences; total results are summarized below: ASHRAE 110-2016 Saf T Flow Test Data Summarized by …
Summary, Containment Testing of Saf T Flow Chemical Fume Hoods Read More »

FSI Testing Performance – Laboratory Testing Services
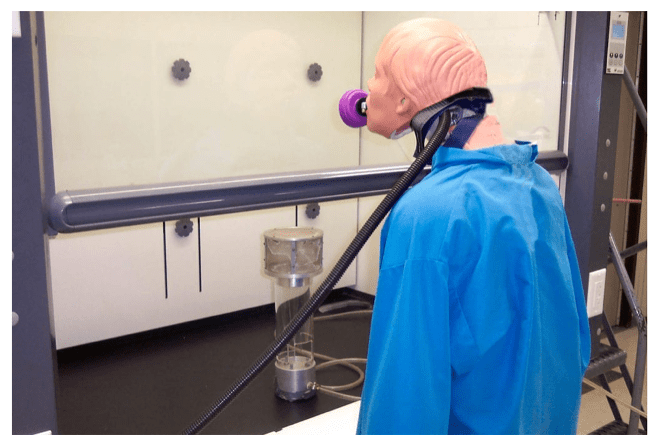
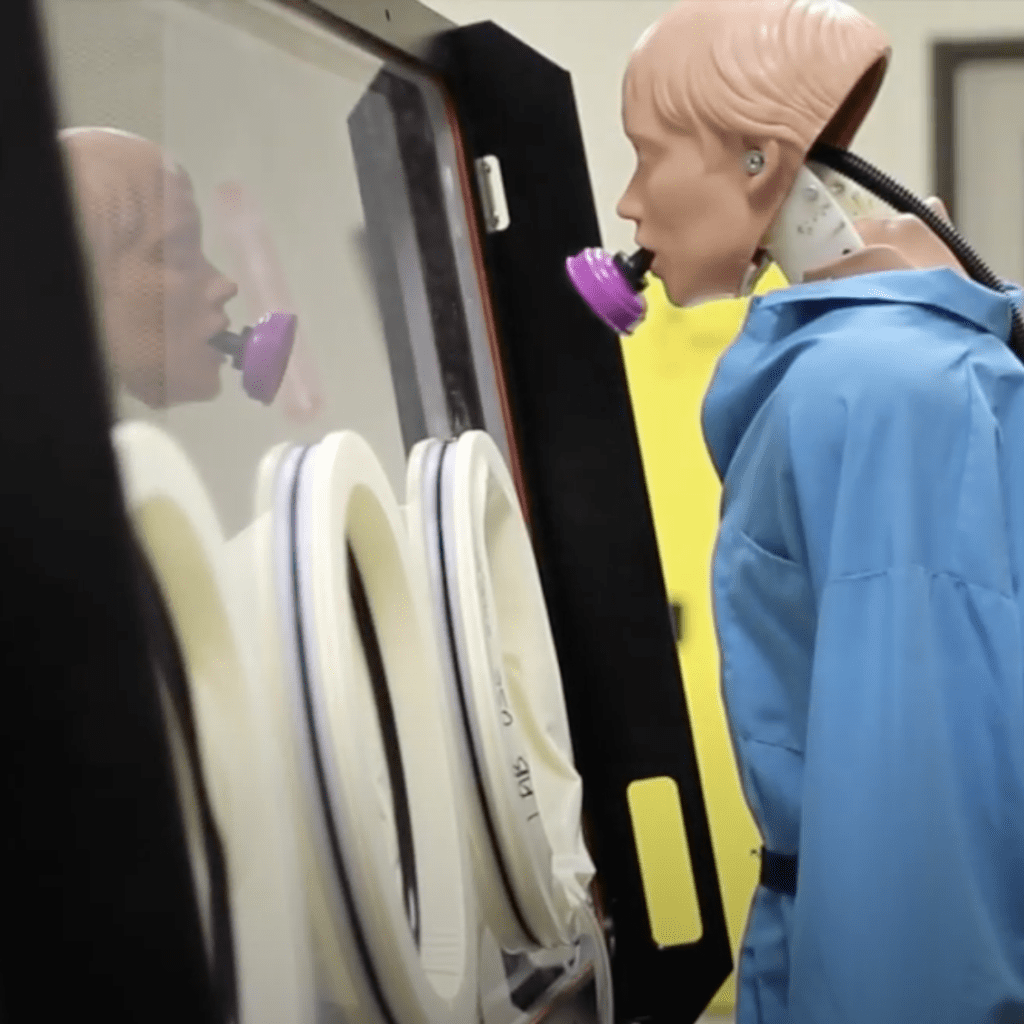
LELAND, NC, December 18, 2018 —Flow Sciences, Inc. (FSI) evaluates and ensures that every enclosure shipped to their customer meets all relevant standards. FSI performs procedures from the American Society of Heating, Refrigeration, and Air Conditioning Engineers (ASHRAE) 110-2016 – Methods of Testing Performance of Laboratory Fume Hoods. Examples of testing procedures include flow visualization …
FSI Testing Performance – Laboratory Testing Services Read More »
Performance Validation by Third Party Industrial Hygienists
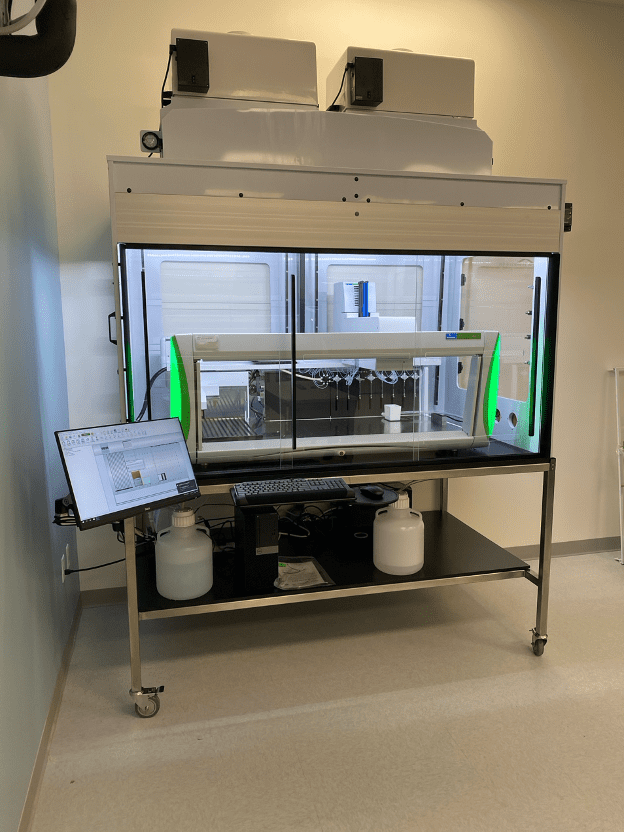
Flow Sciences, a leading provider of containment solutions for laboratory, pilot plant, and manufacturing facilities consults with third party industrial hygienists to conduct in-house Factory Acceptance Tests (FATs) and Site Acceptance Tests (SATs) to ensure customers’ products perform at the level they need. Flow Sciences partners with experienced third-party Industrial Hygiene (IH) consulting professionals from partnering …
Performance Validation by Third Party Industrial Hygienists Read More »